发表时间:2021-11-05浏览次数:
塑胶比金属软,在机械加工过程中或之后要保持紧密配合公差非常困难。塑料零件,即使尺寸非常稳定的、经增强处理的塑胶,如要求更紧的配合,根据经验最好每英寸留±0.001英寸的公差。
1. 型材机械加工注意事项
塑胶的热膨胀率是金属10倍以上;
塑胶散热比金属慢,要避免局部过热 ;
塑胶的软化(融化)温度比金属低得多;
塑胶比金属弹性高。
鉴于塑胶和金属之间的这些差异,您就会在实践中掌握夹具、刀具材料、角度、速度和进给率,达到最好的机械加工效果。推荐使用四周经研磨倒角的正面刀具。为延长刀具寿命和达到最佳的表面光洁度,建议使用表面经过研磨的硬质合金刀具。
2. 冷却液选择
绝大数机械加工操作一般不需要冷却液(不包括钻孔和切断)。为了获得最佳的表面光洁度和紧密的公差,建议使用水溶性的冷却液。喷雾和压缩空气冷却对切割面很有效。普通的油基切割液尽管适于很多金属和塑胶,可能造成非晶体塑胶的应力破裂,如PC、 PSU、PEI等。
3.机械加工
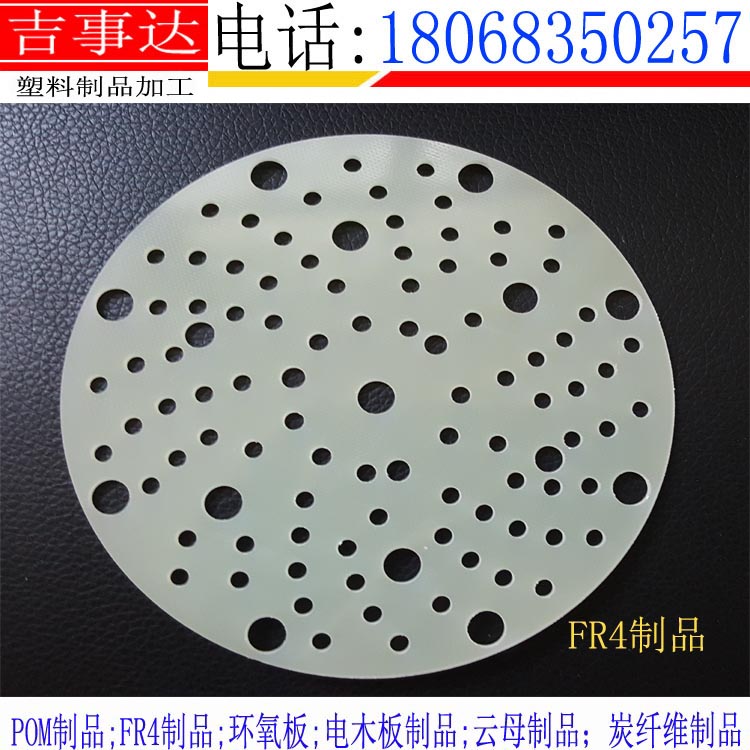
钻孔加工过程中,我们强烈建议使用冷却液,特别是切口敏感材料如PAI、PI、PBI及碳纤或玻纤增强产品。为使局部过热最小,延长工具寿命,一定使用冷却液。
1.车削:车削操作需要四周研磨倒角的正面刀具,这种刀具减少了切口处的切屑堆积,提高表面光洁度。对于车削操作,细粒度的C-2硬质合金刀是最好的。
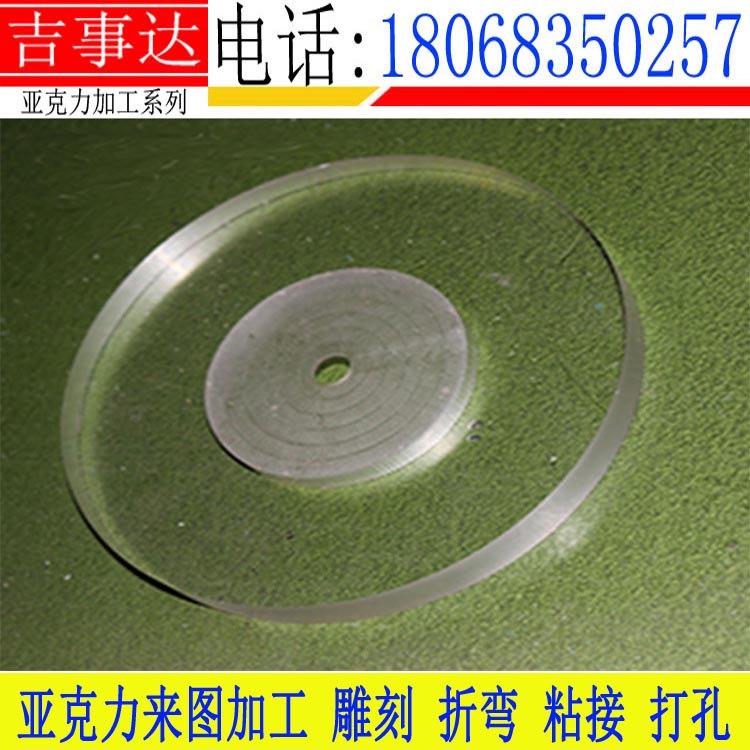
2.钻削:削操作时要考虑塑胶的隔热性,特别是孔深大于直径两倍以上的情况。
3.车螺纹及攻丝:车螺纹要使用硬质合金刀进行单点切削,并且在结尾的4-5次走刀时进给0.001英寸。建议在车螺纹时使用冷却液。对于攻丝,采用双排屑槽丝锥,并注意丝锥不要积屑。建议在攻丝时也使用冷却液。
4.铣削:工作台进给量大和铣床芯轴转速高的情况下,一定要将塑胶工件装夹牢固。铣削平面时,既要使用正面铣刀还要用到切刀。