发表时间:2026-01-23浏览次数:
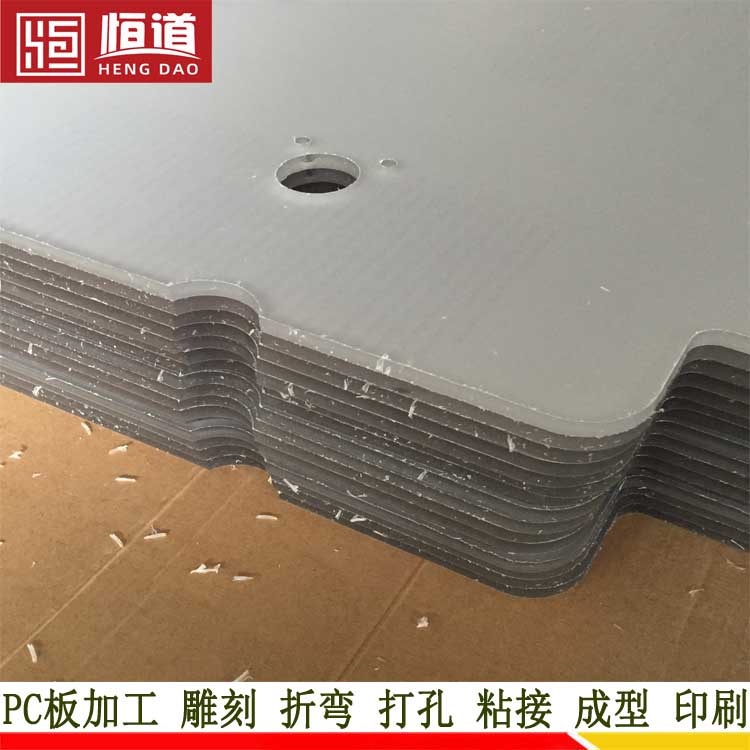
一、热弯工艺:复杂弧形的首选方案
原理:通过加热使PC板局部软化(通常150-200℃),再通过机械或人工方式折弯,最后快速冷却定型。
适用场景:
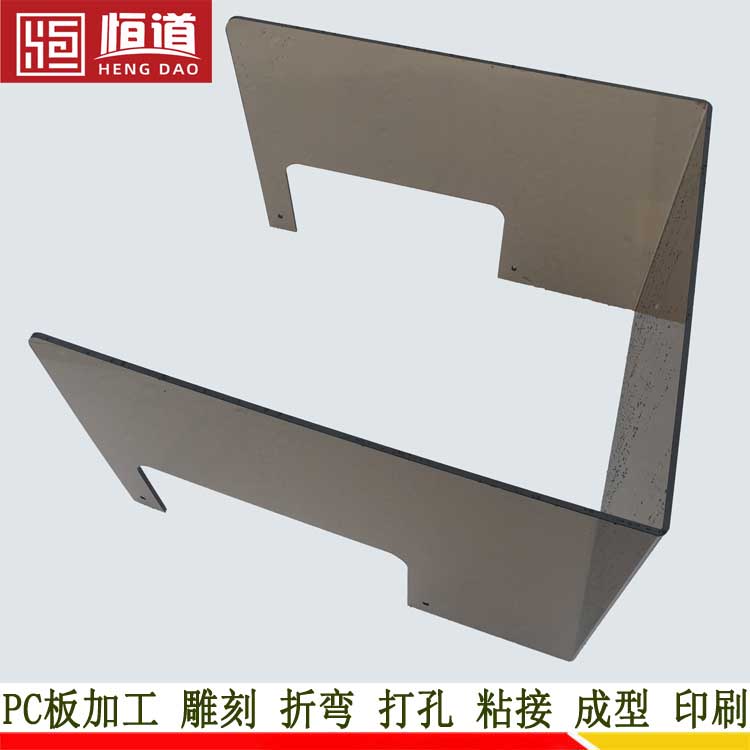
需加工复杂角度、大曲率半径(如弧形门窗、广告灯箱)
厚板(3mm以上)加工,热弯可减少开裂风险
设备与工具:
热弯机:红外线加热型或炉丝加热型,支持温度精准控制
模具:V形槽或定制角度模具,确保成型精度
辅助工具:角度定位器(精度±0.5°)、红外测温仪
优势:
成型精度高,折弯处应力分布均匀
适合批量生产,单件加工成本随产量增加显著降低
案例数据:
吉事达为某建筑项目采用热弯工艺制作弧形门窗,单扇门窗弧长2.5米,曲率半径1.2米,加工周期7天,较冷弯方案节省15天工期。
操作要点:
1.温度控制:避免过热导致板材发黄或降解(建议分段加热,首段150℃,终段180℃)
2.折弯速度:厚板需分段施压,速度控制在0.5-1mm/s
3.冷却定型:折弯后立即水冷或风冷,防止回弹

二、冷弯工艺:薄板快速成型的经济之选
原理:在常温下直接通过机械或人工折弯,依赖板材本身的塑性变形能力。
适用场景:
薄板(2mm以下)加工,如电子电器外壳、简易展架
小批量或临时性需求,对成本敏感的项目
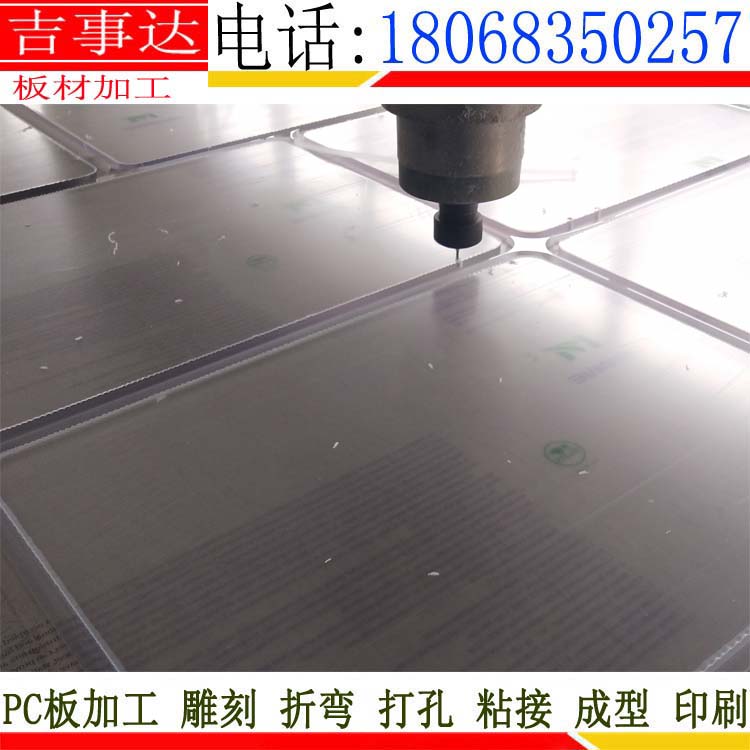
设备与工具:
冷弯机:支持多角度定位,适合标准化生产
手动折弯工具:如V形槽模具、便携式折弯器
优势:
无需加热,加工周期短(单件5-10分钟)
设备成本低(小型冷弯机价格约3000-8000元)
操作要点:
1.折弯速度:避免过慢导致板材脆化(建议速度≥2mm/s)
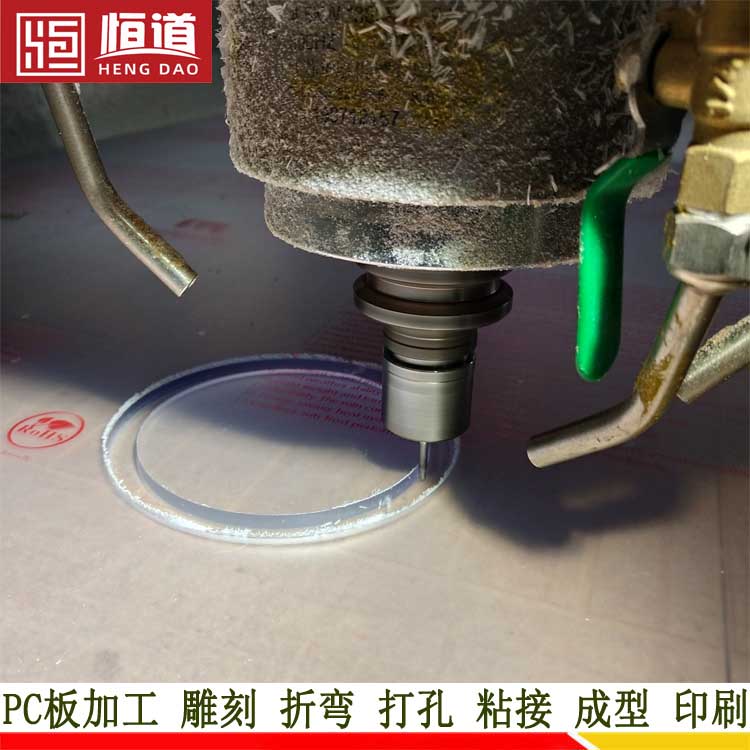
2.预开槽口:在折弯死角处预开V形槽(深度为板厚1/3),防止应力集中开裂
3.回弹补偿:设计时预留2-3°回弹余量,或采用二次折弯工艺
三、设备与工艺对比:如何选择最优方案?
| 对比维度 | 热弯工艺 | 冷弯工艺 |
| 设备成本 | 高(3000-25000元) | 低(1000-10000元) |
| 加工周期 | 长(单件10-30分钟) | 短(单件5-10分钟) |
| 适用厚度 | 3mm以上 | 2mm以下 |
| 成品率 | 高(95%以上) | 中(80-90%) |
| 应力控制 | 优(应力分布均匀) | 差(易产生内应力) |
| 典型应用 | 建筑弧形结构、广告灯箱 | 电子电器外壳、简易展架 |
选择建议:
批量生产+厚板加工:优先选热弯工艺,长期成本更低
小批量+薄板加工:冷弯工艺更经济,但需接受一定废品率
高精度需求:无论厚薄,热弯工艺精度优势明显(如医疗设备外壳)
四、行业趋势:智能化与绿色化并行
1.智能设备普及:如支持水循环冷却的热弯机,可减少能源消耗15%
2.工艺优化:通过仿真软件提前模拟折弯过程,减少试错成本
3.环保要求:热弯工艺需配备废气处理系统,满足VOCs排放标准